
西北某煤化工企业,日处理6240m3废水,因新增生产装置(甲醇制乙醇)开车以及火炬冷凝液水质异常时,来水COD高达上万mg/L,导致污水处理系统受限,毒性物质抑制硝化能力,且出水浑浊。我司技术工程师到现场勘察后,评估为活性污泥中的异养菌较为活跃,硝化菌受抑制,可以通过调整负荷以及投加硝化菌来快速恢复系统的硝化能力。
工艺流程
气化废水+乙醇装置废水→调节池→SBR(1#、2#、3#、4#)→收集池→BAF→深度处理。
挑战与痛点
・新增装置开车,排水异常,且火炬凝液COD较高;
・4个SBR池,运行了15年,曝气效率下降;
・氨氮累计严重,且现场没有加酸管道;
・废水回用受限。
解决方案
- 根据水质情况,制定合理的负荷管理;
- 在SBR池内人工投加硫酸;
- 在SBR池内投加硝化菌(PJ-N500);
- 大量排泥。

成效与价值
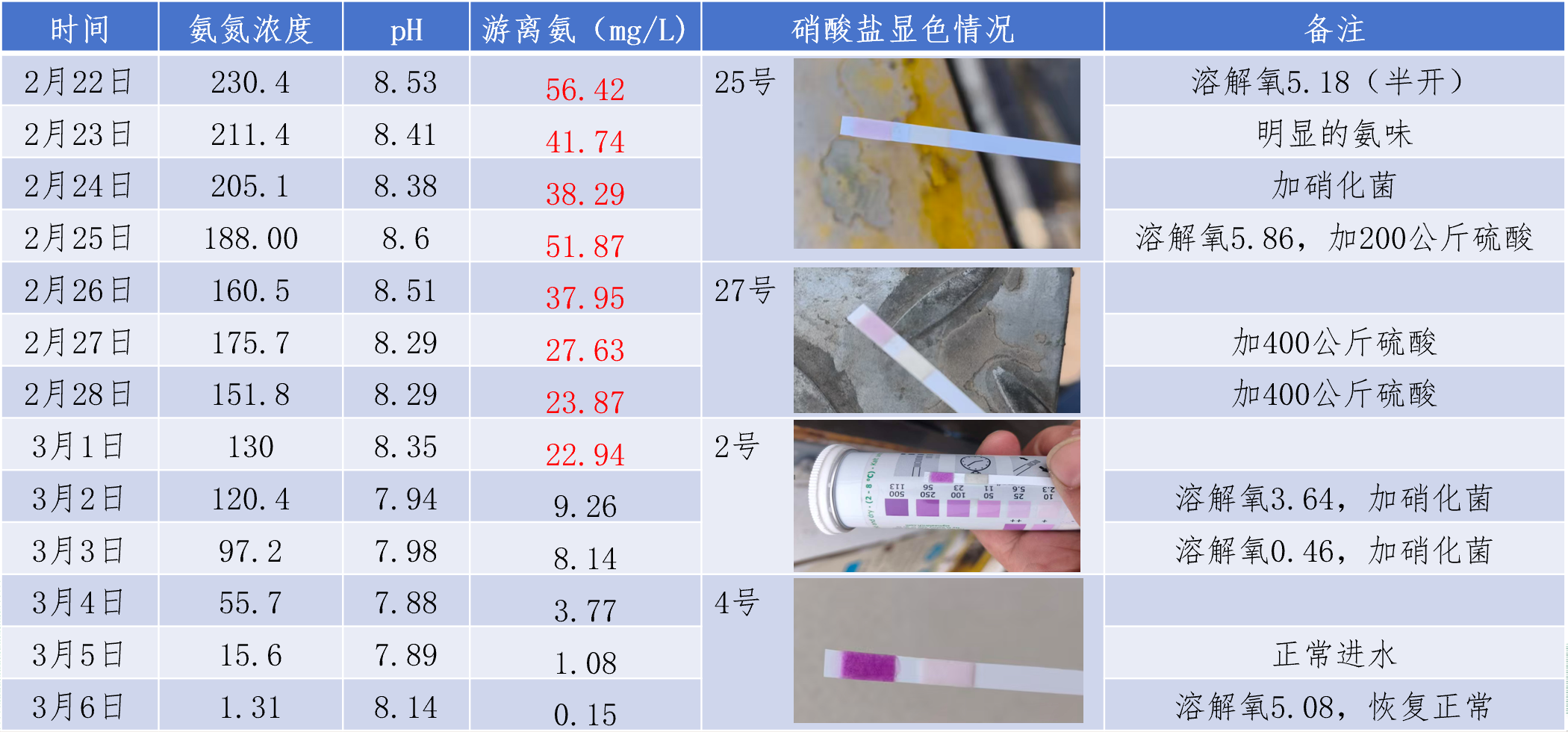
- 通过调整pH,使得游离氨毒性下降;
- 投加硝化菌一周内把氨氮降至5mg/L以下;
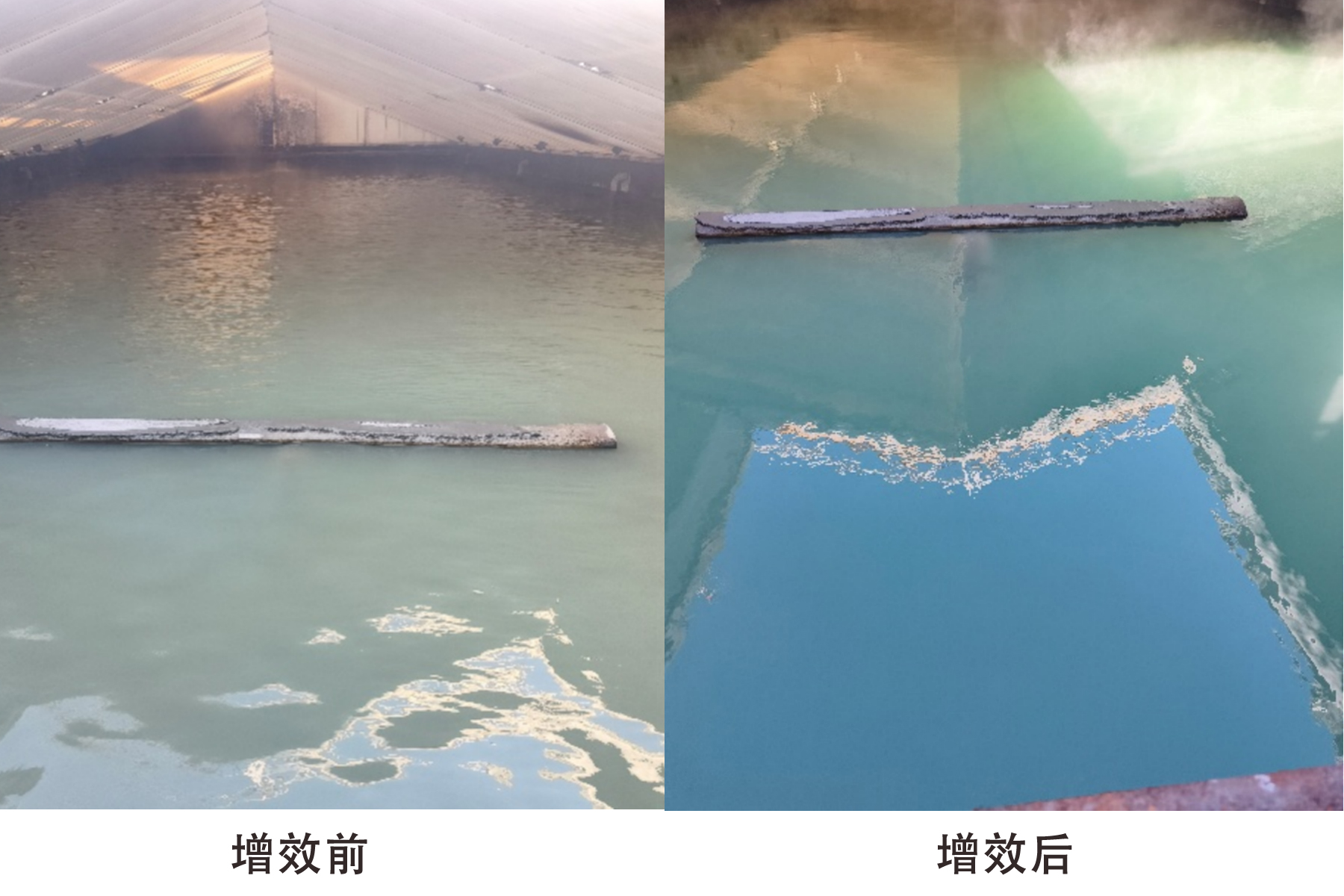
- 制定科学合理的后续SBR运行措施,在冲击的情况下也能运行更为稳定,上清液从增效前的浑浊逐渐变清澈。